










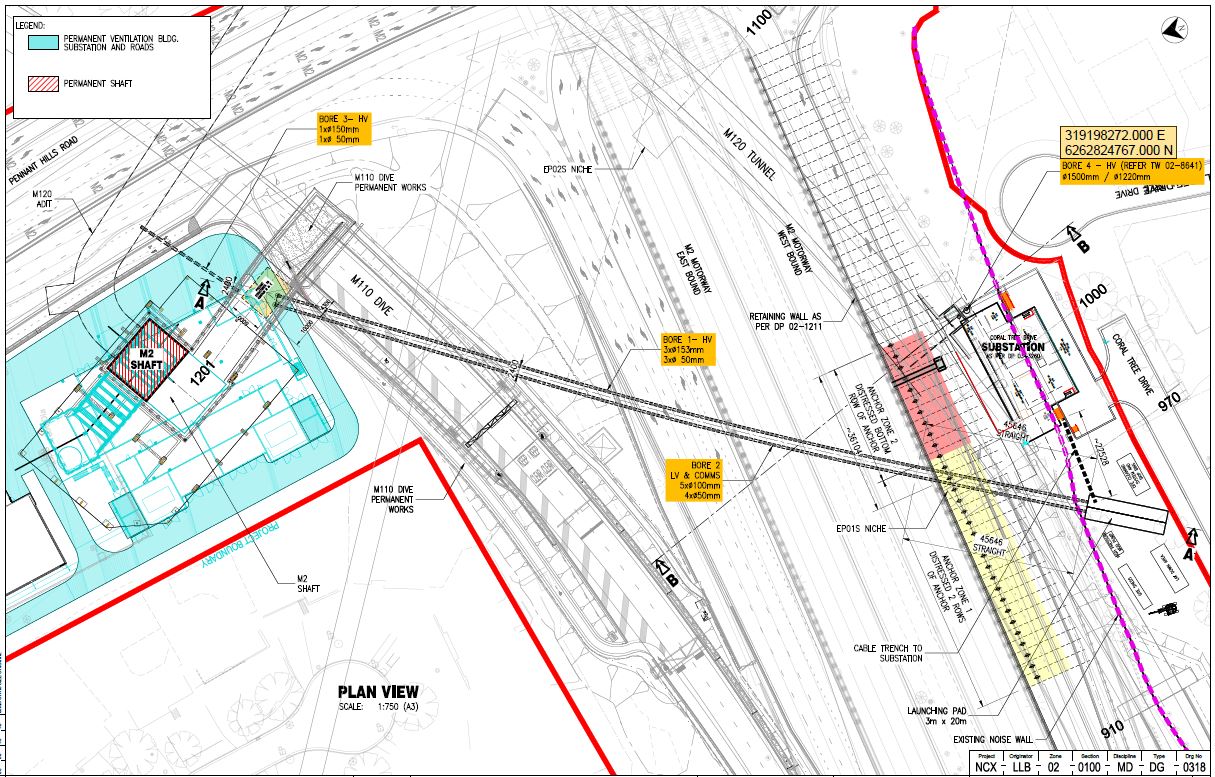
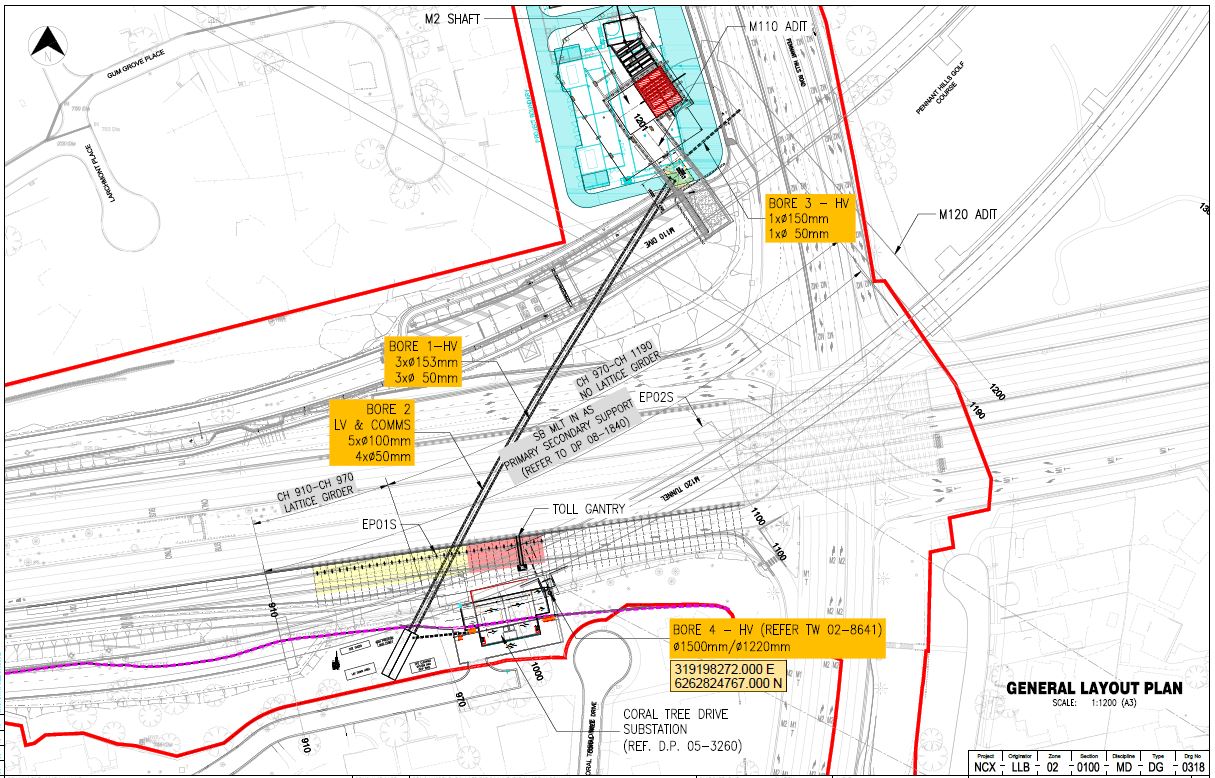

Due to the limited footprint allowed onsite for the underboring works, UEA had to maximise the efficiency of the selected plant in relation to the provided footprint. Plant and equipment that was utilised within the entry side at the switching site included the Vermeer D100 HDD rig, 13T & 22T excavators, cleaning systems and mud pumps. UEA also increased efficiency by using drilling fluid recycling and storage systems at both the entry and exit sides of the bore. This minimised the overall project impacts and reduced both vehicle movements and the project’s timeframes. As there was very minimal area for UEA to operate at the exit side – which was situated in the M2 shaft – UEA limited the underboring activities at the exit side to include:
- the confirmation of pilot bore punch out
- change out of drilling tooling
- primary processing of drilling fluid returns and pumping back to entry side.
Additionally, as our crews were working within the confines of the tunnel construction crews, the focus on managing the interfaces between a number of work groups was challenging. As there was a requirement to maintain the frequency of vehicles accessing the tunnel throughout the project, a forward reaming methodology was undertaken from entry side. This enabled the drill mud to be managed from the surface allowing ease of access to the recycling system and vacuum trucks. Once reaming activities were completed, the HDD rig was relocated to exit into the adit that was only slightly wider that the length of the HDD rig itself.
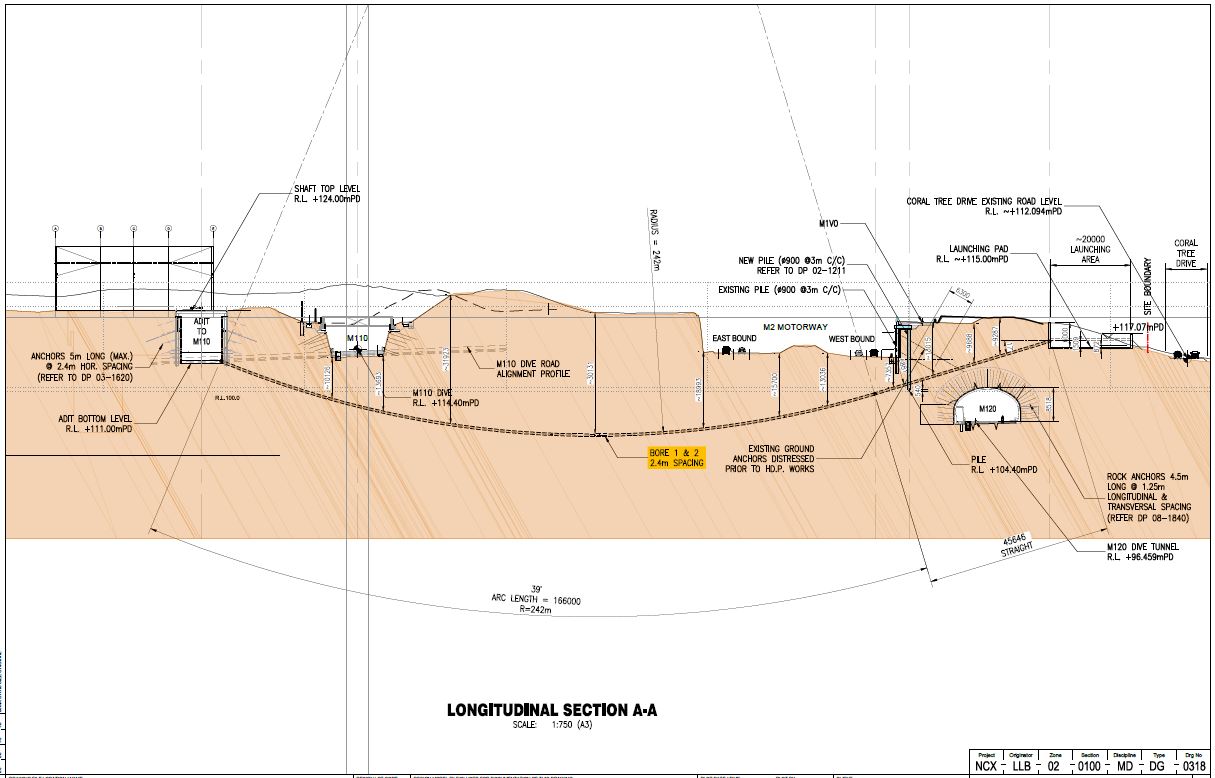
There were several constraints and difficulties throughout the duration of this project, however successful completion was achieved through careful planning and ongoing design development. Based on the successful completion of the HDD portion of the project, UEA was awarded further bores to continue works on this project, consisting of a thrust bore 36 metres in length to cross between an adit and principal tunnel, and a further seven ‘free’ bores drilled between tunnels sitting 10-15 metres above each other, with a combination of guided boring and horizontal drilling technologies.
UEA utilised a number of underboring techniques in order to achieve required outcomes in challenging situations, including but not limited to:
- Drilling at significantly steep grades, withbores ranging from angles of 20-64%. With consideration to site requirements and general safe work practices, UEA utilised a range of plant and machine to safely drill and install conduits.
- Assisted in design and excavation of launch and receival pits to meet design, spatial and safety restrictions.
- Regular co-ordination of deliveries, cranes, traffic control and surveyors in conjunction with both the client as well as other subcontractors.
- Accelerated completion date as requested by client. UEA utilised a range of options to deliver the project in a quicker timeline with minimal financial impact to the client.



